
El ruido de Barkhausen da información acerca de la superficie y del área más próxima debajo de la superficie. La señal del ruido de Barkhausen tiene un amplio espectro de potencia desde la frecuencia de magnetización ajustada y finaliza por encima 2 MHz en la mayoría de los materiales ferromagnéticos. La profundidad efectiva de la penetración de la señal está entre 0,01 mm y 1 mm. Para obtener más información de debajo la superficie (para incrementar la profundidad de penetración), una posibilidad es reducir la magnetización y analizar las frecuencias. Sin embargo, la penetración de la señal del ruido de Barkhausen es amortiguada por el efecto de piel que es causada por las corrientes de Eddy parásitas opuestas inducidas por el cambio del campo magnético.
Una estimación de la profundidad de penetración de la señal BN se puede calcular utilizando la siguiente fórmula:
![]()
dónde d indica la profundidad de penetración, µ representa la permeabilidad magnética, s significa la conductividad eléctrica y ƒ indica la frecuencia del campo magnético alternante.
La amortiguación de ruido similar al ruido de Barkhausen, que contiene una distribución espectral de frecuencias entre f1 y f2 se puede describir mediante una función de D (x):

dónde
A=√πμσ
μ=permeabilidad magnética
σ=conductividad eléctrica
x=distancia desde la superfície
Para un componente de acero endurecido y templado de baja aleación, si usamos una frecuencia de voltaje de magnetización de 125 Hz, la profundidad de penetración del campo magnético aplicado es alrededor de 2 mm. Para aplicaciones industriales, como detección de quemadura de rectificado, detección de defectos de tratamiento térmico, el rango de frecuencia de análisis es de 70 – 200 kHz.
Para el mismo componente de acero, este rango dará una profundidad de análisis de alrededor de 0,1 mm.
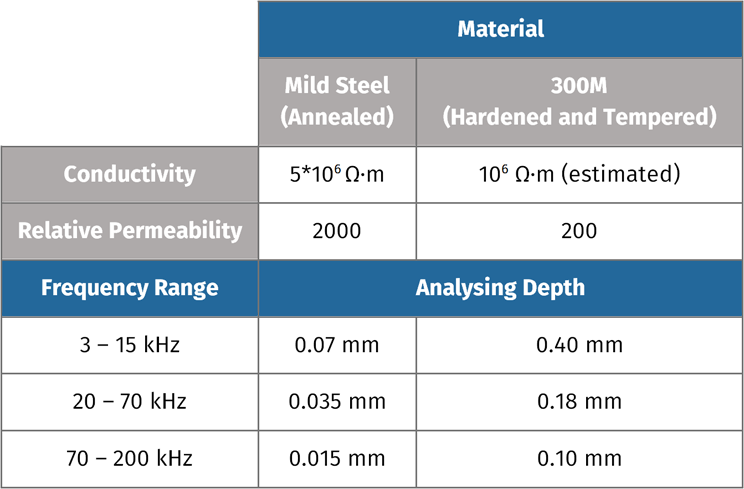
Los valores reales de análisis de la profundidad de medición pueden ser algo (aproximadamente 30%) más altos que los dados en la tabla anterior, debido a las variaciones reales en g (f).
Cuanto menor es la permeabilidad y la conductividad, más profunda es la profundidad de análisis de la medición. Disminuir el rango de frecuencia del ruido de Barkhausen tiene el mismo efecto en la profundidad de análisis de la medición.
Dos características principales del material afectarán directamente la intensidad de la señal de ruido Barkhausen.
Una es la presencia y la distribución de tensiones elásticas que influirán en la forma en que los dominios eligen y se traban en su dirección fácil de magnetización.
Este fenómeno de propiedades elásticas que interactúan con la estructura del dominio y las propiedades magnéticas del material se denomina «interacción magneto elástica». Como resultado de la interacción magneto elástica, en materiales con anisotropía magnética positiva (hierro, la mayoría de los aceros y el cobalto), las tensiones de compresión disminuirán la intensidad del ruido de Barkhausen mientras que las tensiones de tracción lo aumentan.
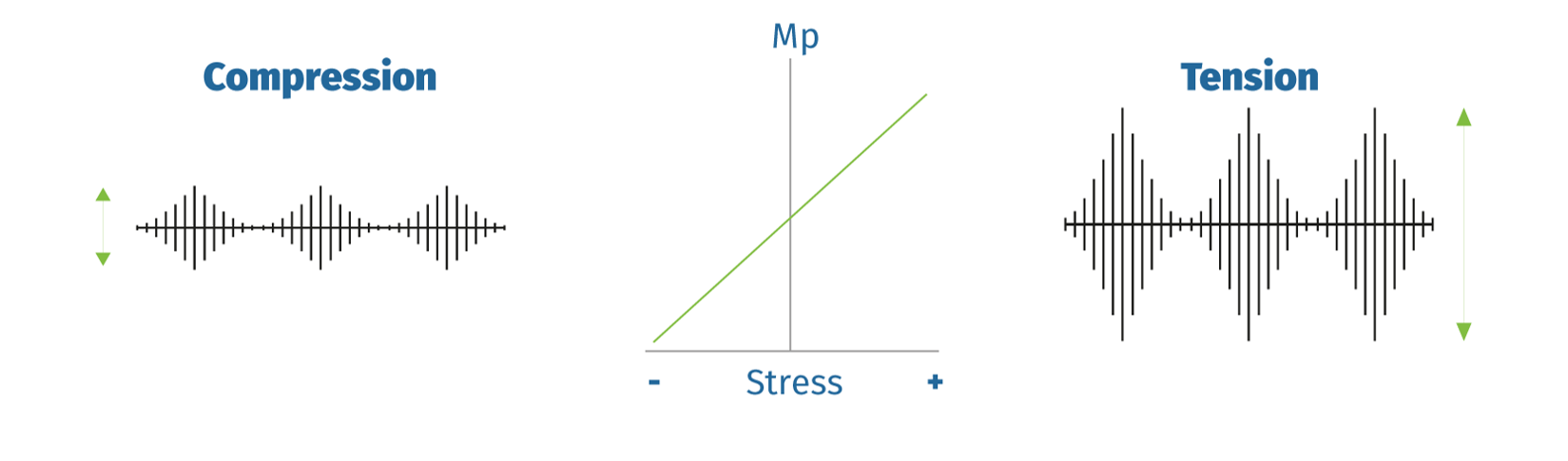
Este hecho puede explotarse de modo que midiendo la intensidad del ruido de Barkhausen se pueda determinar la cantidad de tensión residual. La medición también define la dirección de las principales tensiones.
Los procesos como el laminado en frío y el shot peening que se utilizan para crear complejas distribuciones de tensiones residuales de compresión en la capa superficial pueden caracterizarse por el ruido de Barkhausen.
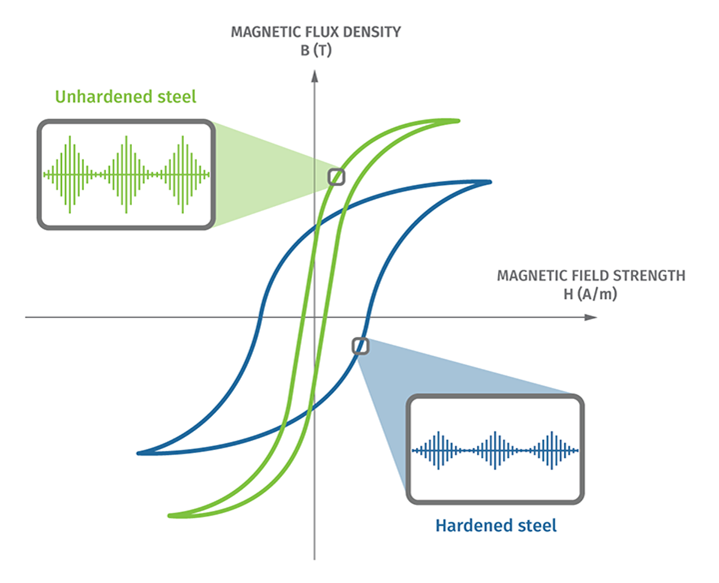
La otra característica importante del material que afecta el ruido de Barkhausen es la microestructura de la muestra.
Este efecto se puede describir ampliamente en términos de dureza: la intensidad del ruido disminuye continuamente en microestructuras caracterizadas por el aumento de la dureza.
De esta forma, las mediciones de ruido de Barkhausen proporcionan información sobre las condiciones micro estructurales del material. La microestructura de la muestra afecta directamente también a la forma de la señal de salida. Como ejemplo, los materiales magnéticos duros tienen formas de la envolvente de señal de BN más anchas y los materiales magnéticos blandos una forma de envolvente de señal de BN más estrecha.
Como el ruido Barkhausen es un método inductivo, existen varios factores que influyen en la señal BN.
Éstos son algunos de ellos: